 English
English русский
русский

Design principles of plastic injection mold runner system
1. Quality first
The design of the gating system has a big influence on part quality, firstly the gate should be set at the easiest part of the plastic part to be removed, and at the same time, the appearance of the plastic part should not be affected as much as possible. Secondly, the gate position and type will directly affect the molding quality of the plastic parts, an unreasonable gating system will cause the defects such as weld marks, poor filling, flow marks, and even lead to the mold failure.
2. Filling balance
In a single-cavity injection mold, the distance between the gate position and each part of the cavity should be as equal as possible, so that the melt fills all corners of the cavity at the same time; in a multi-cavity injection mold, the runner to each cavity should be as equa as possible, so the melt can fill all the cavities at the same time. In addition, the same plastic parts should be feed from the same position to ensure their interchangeability.
3. Smallest volume
The arrangement of the cavities should be as compact as possible, the flow of the gating system should be as short as possible, the cross-sectional shape and size of the runner should be reasonable, and the smaller the volume of the gating system the better, it has the following advantages:
①The less the heat and pressure loss of the melt in the gating system;
②The mold venting is better;
③The mold absorbds the heating less from gating system, the mold temperature control is easier;
④The shorter time of melt flows in the gating system, the mold cycle is shorter;
⑤The less aggregate in the gating system, the less plastic wasted;
⑥The mold size is smaller.
4. Shortest cycle
In the case of a mold with one cavity, it should be ensured that the melt fills all corners of the cavity in almost the same time; when a mold with multiple cavities, it should be ensured that each cavity is filled in almost the same time. In this way, the molding quality of the plastic parts can be guaranteed, and the injection cycle can be minimized. When designing the gating system, we must also try to reduce the resistance of the melt and increase the filling speed of the melt. The runner should reduce the bending, and the arc transition should be used as much as possible when turning. However, in order to reduce the resistance of the melt, it is often not advisable to polish the surface of the runner to a very low roughness, because the appropriate roughness can leave the cold material at the front of the melt on the wall of the runner (runner wall Equivalent to countless miniature cold slug holes). In general, the surface roughness Ra of the runner can be 0.8~1.6μm.
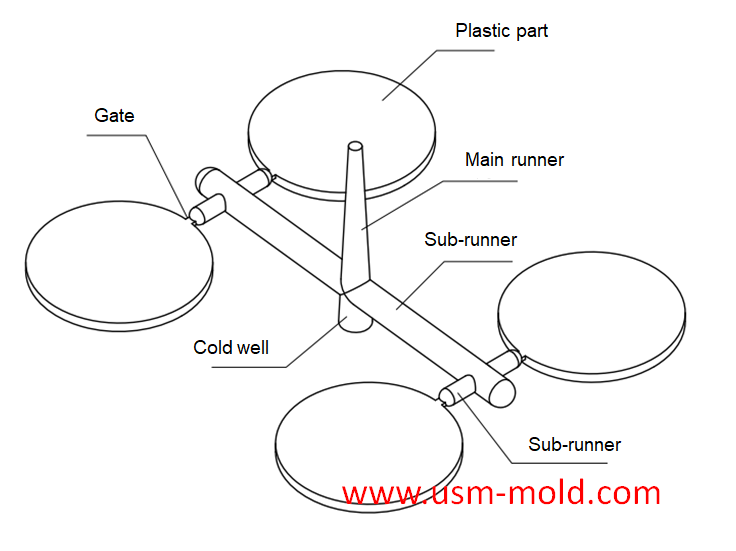
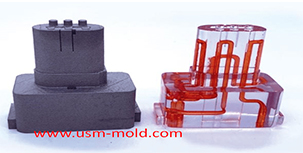
Typical gating system



Conformal cooing channel of plastic injection mold
Feb 23, 2022The conformal cooling gate is a new type of mold cooling gate based on 3D printing technolog, because of its processing characteristics, the conformal cooling gate can fit the shape of the product...view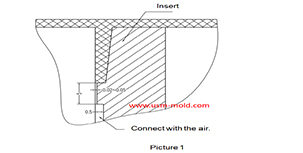
Venting insert design of molded parts
Mar 13, 2022In the thin-walled cavity, the end of the melt flow, the bottom of the blind hole of the mold cavity, the end of the solid column of the plastic part, the bottom of the plastic part rib and screw...view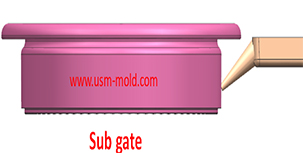
The sub gate of the plastic injection mold runner system
Jan 26, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view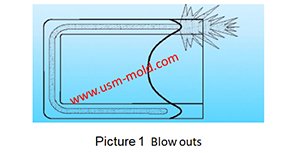
Gas-assisted injection molding product defects and solutions
Apr 28, 2022Common defects and solutions of gas-assisted injection moulding: 1. Gas blows out the melt like in picture 1. Reason: insufficient pre-filled amount. When the plastic part is a locally thickened...view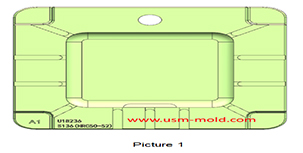
Venting of parting surface
Mar 7, 2022The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from...view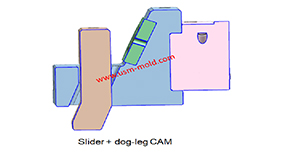
Classification of side parting and core pulling mechanism
Jul 17, 2022According to the structural characteristics of plastic moulding, the side core-pulling mechanisms are divided into the following six categories: 1. The side core-pulling mechanism of "slider + guide...view