 English
English русский
русский

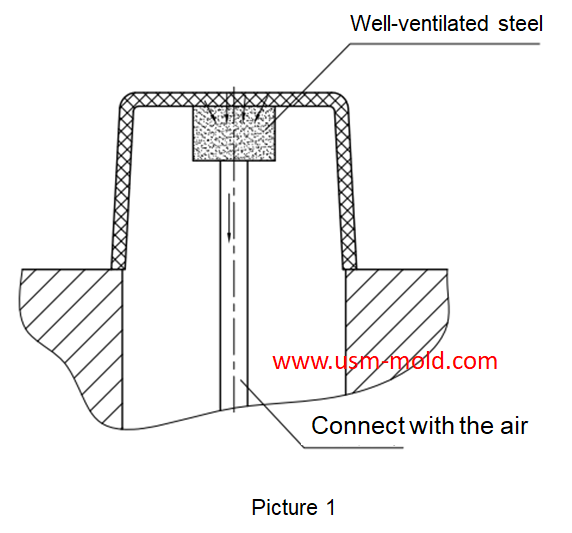
Well-ventilated steel of venting design for molded parts
Well-ventilated steel is a sintered alloy, iIt is a porous material sintered with spherical particle alloys, the pore size is 7-10μm and the strength is poor, but the texture is loose which allow the gas to pass through. Placing a piece of well-ventilated steel on the part that needs to be vented can make venting well. However, the diameter of the bottom vent hole should not be too big to prevent it from being squeezed and deformed by the cavity pressure, due to the low thermal conductivity of well-ventilated steelsteel, it cannot be overheated, otherwise, it is easy to cause decomposition products to block the pores.
Features of well-ventilated steel:
1. The density is small and the specific strength is big.
2. Good energy absorption.
3. Good vibration damping effect.
4. Large specific surface area, a quarter of the tissue is through holes.
5. Original hardness of well-ventilated steel: pre-hardened to 350~400HV (35~40HRC).
Well-ventilated steel characteristics:
1. Reduce injection pressure and pressure holding time;
2. Reduce and eliminate the internal stress of the molded parts to prevent the deformation and warpage of the product;
3. It can solve and alleviate the difficult forming issues due to gate deviation, uneven wall thickness, and thin wall plastic parts.
4. The gas generated by the high temperature of the molding material and the defects such as scorching, flow marks, material shortage, and part deformation caused by rapid pressure accumulation in the mold cavity can be fully resolved;
5. Improve molding production efficiency and save production costs, so put well-ventilated steel in suitable place of the injection mold, the injection issue caused by the gas can be completely eliminated, making the molding process much better.
Making the well-ventilated steel tips:
1. Use H7/m6 to fix the well-ventilated steel with mold;
2. Milling, grinding, polishing, knocking, etc. are not allowed on the surface of the well-ventilated steel to avoid clogging of the vent holes, only make EDM;
3. Choose to install the well-ventilated steel in a flat position to avoid cutting;
4. Exhaust slot or vent holes must be opened on the bottom surface of the well-ventilated steel, and connect with the air;
5. The use of well-ventilated steel for exhaust air will leave the shape of ventilating micropores on the surface of the product, so the ventilating element can only be installed on the non-critical surface;
6. In order to prevent clogging of the ventilation holes, regular maintenance of the exhaust components is required during forming and production;
7. Breathable steel exhaust is not suitable for resins that require high-pressure injection molding, such as PC, PC+ABS, etc.; high-pressure injection molding will cause damage to the exhaust components



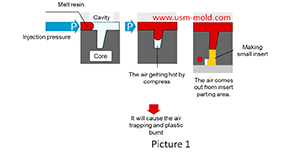
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view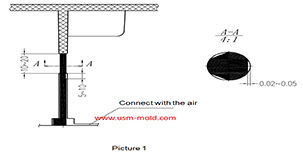
Insert pin of vengting design for molded parts
Mar 20, 2022Insert pin of venting: It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end...view
Slider designing tips 2
Nov 22, 20239. The molding parting surface of the slider molding should be made as a shut-off surface as possible, and the width of the shut-off part should be at least 8mm, and do not make a shut-off surface;...view
What is Ejection Molding?
Dec 28, 2021The process to get injection molded products is called injection molding, or called injection. Injection molding is an important method in polymer molding processing, it is characterized by a short...view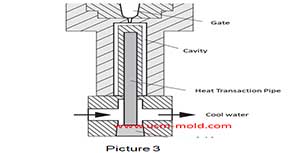
Plastic injection mold common cooling gate
Feb 17, 20221. Straight-through cooling water gate: the straight-through cooling gate is the most commonly used gate for plastic injection mold, and it is also the most convenient type of cooling for processing....view
Venting system of plastic injection mold introduction
Feb 27, 2022Hello everyone, thanks for attention. We’ve discussed about the temperature control system earlier, now we are going to talk about the mold venting information in following 11 articles, from the...view