 English
English русский
русский

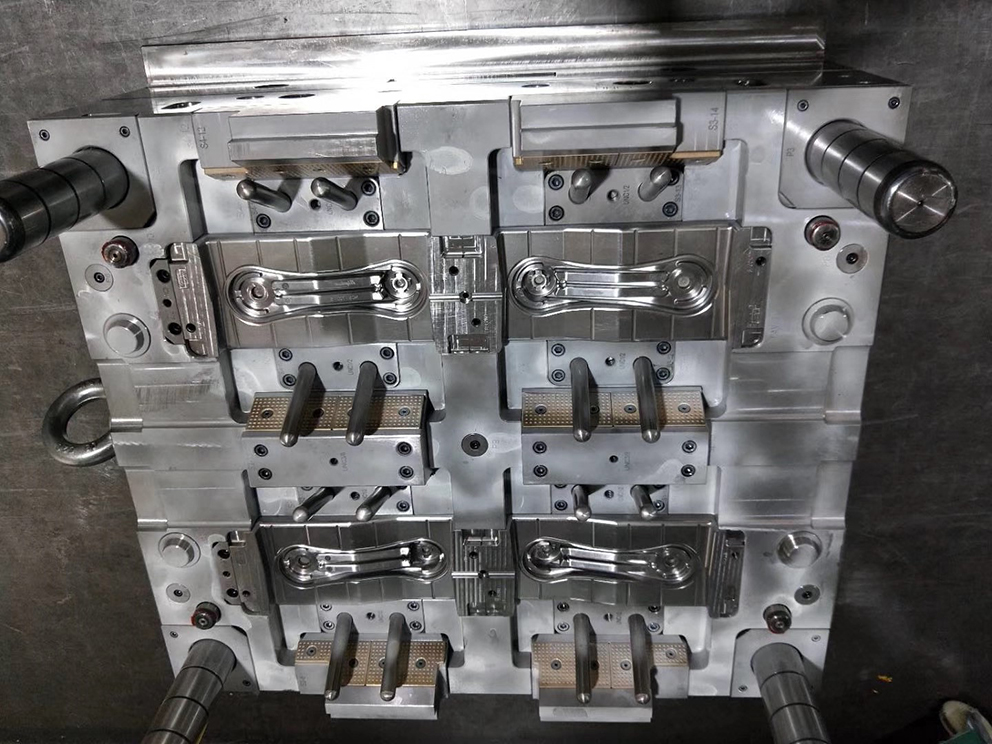
3 Precision Molds Are Ready To Ship Germany
After 2 months later, the 3 molds have been finished and ready to ship. From DFM report to mold design to manufacturing and T1 samples were provided in 6 weeks.
It is our honor to be the business partner of this German customer since April 2021, It is our honor to receive 2nd order from our customer. At the first time, the customer purchased 1 mold from us as a trial order, but after he received the T1 samples, he was very impressed with our engineering and service, and then start the following order.
The material is PC+ABS in V0 class which is easy to corrode mold, so we used the import mold steel by ASSAB, the cavity was made by HRC 50-52 heat treatment, and the core was made by HRC 50-52 heat treatment, the injection system was used hot runner by the direct gate of Yudo, non-standard mold base of LKM, the spare parts were all used by DME, we made the mold flow analysis before mold manufacturing to testing in advance, we found that the part would be about 0.4mm deformation, so the engineer made an adjustment and testing the temperature difference by cavity and core side, so the T1 samples had very good result when we finish the mold trial.
From "our hands" to "customer's hands", it takes incredible patience. Thanks to our hardworking, skilled and talented team, to realize a project from an idea to a finished product.






Reasons for making the exhaust system of the injection mold
Feb 28, 2022The gas in the injection mold includes not only the air in the cavity, but also the air in the gate and the decomposition gas generated by the plastic melt, and the steam which caused by plastic in...view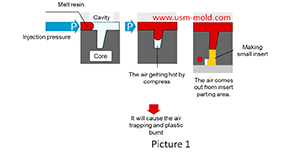
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view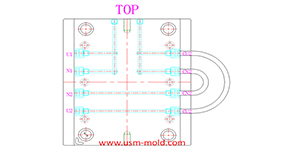
Different treatment of plastic injection mold cooling system principles
Feb 22, 2022Different treatment principle: 1. The mold temperature is different according to the different plastics, when the plastic requires the molding temperature of the mold to be ≥80°C, the mold must be...view
Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view
Pin-point gate of plastic injection mold runner system design
Jan 24, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view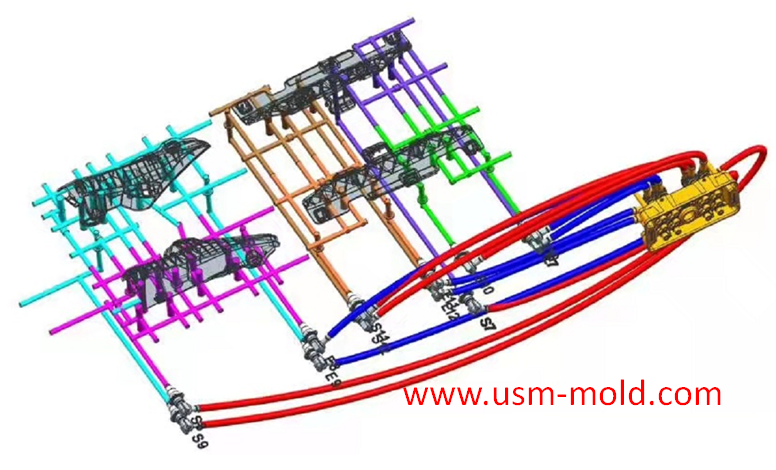
Temperature system of injection mold
Feb 8, 2022Hi everyone,the mold cooling time is the longest during injection, so the design of mold temperature system controlling is very important, we will talk about mold cooling, heating system in following...view