 English
English русский
русский

Classification of side parting and core pulling mechanism
According to the structural characteristics of plastic moulding, the side core-pulling mechanisms are divided into the following six categories:
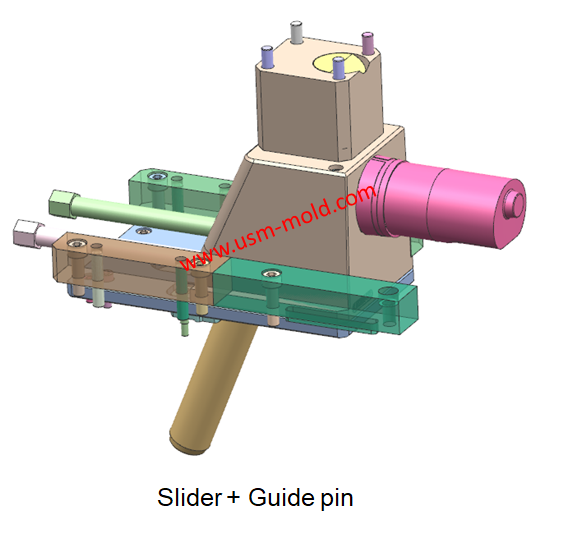
1. The side core-pulling mechanism of "slider + guide pin";
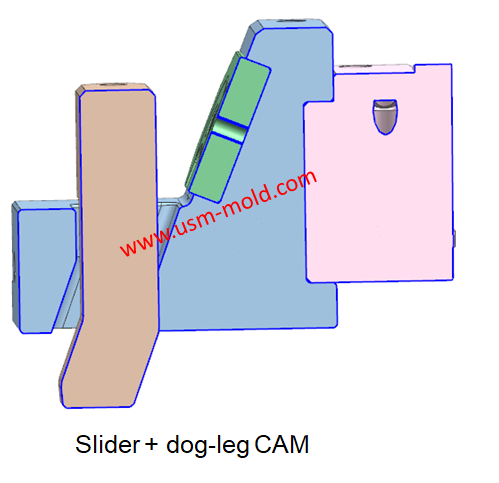
2. The side core-pulling mechanism of "slider +dog-leg CAM";
3. The side core-pulling mechanism of "slider + T-block";
4. The side core-pulling mechanism of slider + hydraulic cylinder;
5. Side core pulling mechanism of lifter;
6. side core pulling mechanism of side slider.
Popular USM Injection Molds



Related News about USM Injection Mold
Design principles for wall thickness of plastic products
Jan 3, 2022The principles of wall thickness design for plastic parts are as follows: 1. Making the wall thickness even is the first principle of plastic part design, it can make filling, cooling and shrinking...view
Pin-point gate of plastic injection mold runner system design
Jan 24, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view
The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view
Vacuum venting mold design for plastic molded parts
Mar 23, 2022There are some regular venting way which are parting surface venting, insert venting, insert pin venting and well-ventilated steel, but there is a special way is vacumm venting, it will need vacumm...view
Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view
Parting surface venting of runner system
Mar 10, 2022There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting...view