 English
English русский
русский

Parting surface venting of runner system
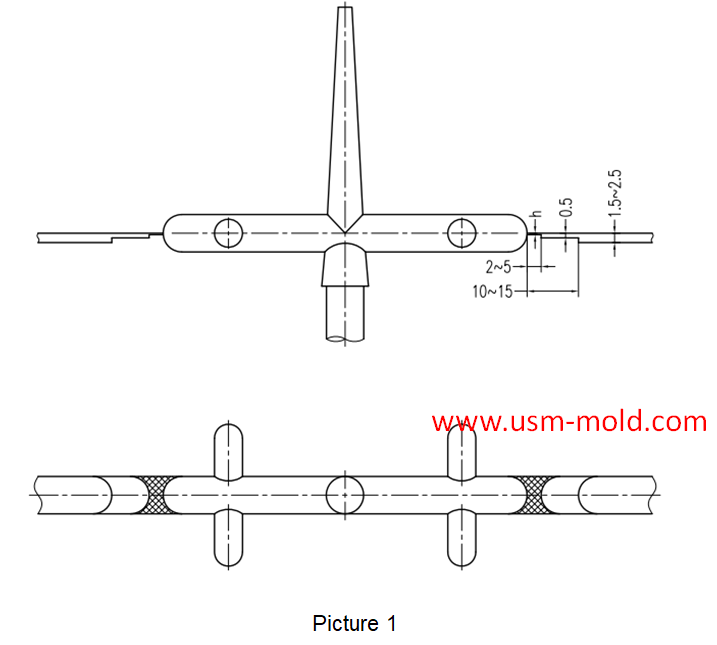
There are a large amount of gas in the main and sub channel, these gas are discharged through the pull rod (push rod) during injection processing, a part of gas come out from exhaust slot on parting surface, rest of gas will enter the cavity with plastic melt together, but it is better to have less gas inside cavity to reduce the venting cavity.
The gas in therunner system should be mainly discharged through the parting surface, the exhaust slot of the gating system is mainly opened at the end of the runner, as shown in picture 1.
The exhaust slot design of the runner:
The depth of the exhaust slot (h) is as deep as the flash edge at the end of the runner;
1. Plastic with good fluidity, h≈0.075mm;
2. Plastic with poor fluidity, h≈0.125m;
The width of the exhaust slot is the same as that of the runner, and the entrance should be polished;
The injection pressure at the runner is high, and the exhaust slot should not be facing the operator.



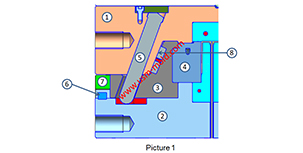
Slider of side core pulling mechanisum assembling
Jul 21, 2022The picture 1 shows a typical guide pin driven slider parting and core-pulling mechanism, we will talk about the composition and function of the lateral core-pulling mechanism. 1. Lateral forming...view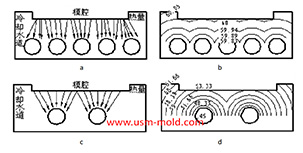
Factors affecting the cooling rate of parts by injection molding
Feb 9, 2022It should be shaped by cooling to get stable plastic part after plastic filling the cavity and core side, so most injection molds need to be equipped with cooling devices to make the mold temperature...view
The air trapping position in cavity and exhaust method
Mar 2, 2022The air trapping in cavity is usually in the following places: 1. Thin-wall structure cavity, the end of melt flow; 2. The junction of two or more melts; 3. The last area where the melt in the cavity...view
What is Called Draft Angle?
Dec 29, 2021The draft angle is also called demold angle and angle which is used for product removal from the mold and designed on the parting surface, the angle is called draft angle which shows in picture 1....view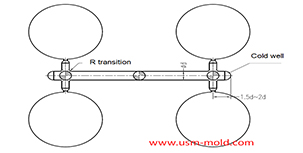
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view
Venting system of plastic injection mold introduction
Feb 27, 2022Hello everyone, thanks for attention. We’ve discussed about the temperature control system earlier, now we are going to talk about the mold venting information in following 11 articles, from the...view