 English
English русский
русский

Insert pin of vengting design for molded parts
Insert pin of venting:
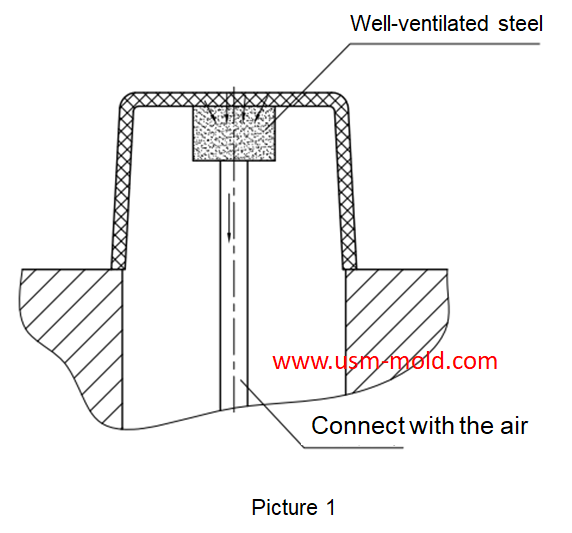
It is difficult to make exhaust slot when end runner is not in parting surface during injection, and there is no matching gap available, but we could make the venting pin at end of runner side, and also the exhasut slot will be connected with the air in outside as the venting system, there are some tips for making the insert pin as following:
1. The venting pin should fixed with the mold by H7/g6;
2. There should be an exhaust slot on the side of the venting pin and connect with the air (as shown in picture 1);
3. It will be used venting pin when air trapping position is fixed, but it will be better to use venting insert if the air trapping position is changing in local;
4. The sealing area of insert pin will be made according to the size of insert pin, and the length of sealing is 10-20mm, then it can clearance later;
5. The top of insert pin will make 3 snaps to make venting, and the depth is 0.02~0.05mm;
6. Insert pin is changed by injector pin.



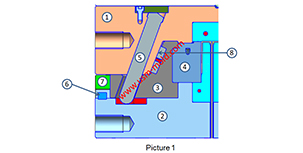
Slider of side core pulling mechanisum assembling
Jul 21, 2022The picture 1 shows a typical guide pin driven slider parting and core-pulling mechanism, we will talk about the composition and function of the lateral core-pulling mechanism. 1. Lateral forming...view
Plastic part ribs desigining
Jan 4, 2022The ribs function: The role of ribs is to improve the strength and rigidity of the plastic parts, prevent the plastic parts from being distorted and deformed, and will not cause the appearance of the...view
What is Ejection Molding?
Dec 28, 2021The process to get injection molded products is called injection molding, or called injection. Injection molding is an important method in polymer molding processing, it is characterized by a short...view
Plastic injection mold runner system design points
Jan 9, 2022When designing the gating system, Firstly, we should consider making the plastic melt fill the cavity with core side quickly to reduce pressure and heat loss; secondly, it should be economically...view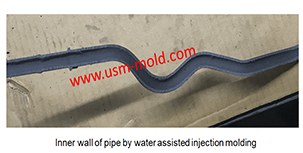
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view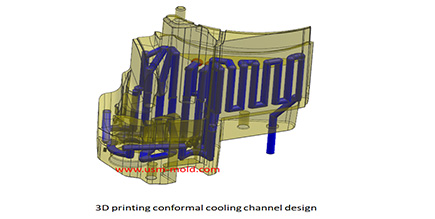
Design principle of plastic injection mold cooling system
Feb 13, 2022Design principle of cooling system In order to improve the efficiency of the cooling system and make the cavity surface temperature distribution even, the following principles should be followed in...view