 English
English русский
русский

The design principle of the exhaust slot
The exhaust system of plastic molds is also very important, if the product has air trapping or exhaust system is not suitable will have a big impact on injection molding production and product quality, especially for predeformation mold, the part size will be different if there is air trapping inside mold, which will cause instability during production.
We must follow the following principles when making the mold exhaust slot:
1. The exhaust must be rapid and complete, and the exhaust speed should be compatible with the filling speed;
2. The exhaust slot (hole) should be made in thicker wall thickness of the plastic part;
3. The exhaust slot should be made in parting surface as much as possible, and it is better to make it on the side of the cavity side(according to the shape, characteristics and mold structure of the plastic part, the position of the exhaust slot is allowed to make in core side);
4. The burrs generated by the overflow of the exhaust slot should not hinder the demolding;
5. The exhaust slot should be made as far as possible at the end of the material flow, such as the end of the runner and slug well ;
6. The exhaust direction of the exhaust slot should be toward the reverse operation surface;
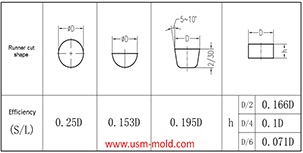
7. Refer to the standard data for the depth of the exhaust slot and the depth of the overflow slot, the width and distance, etc.;
8. The exhaust slot should be polished along the exhaust direction;
9. Exhaust slot must be made at the weld mark area;
10. It is better to make the exhaut slot as deep as possible which can not see the flash, but it will be better to see the flash in runner area.



Hydraulic diameter conversion of runners in plastic mold gating system design
Jan 13, 2022Hydraulic diameter refers to 4 times the ratio of the flow cross-sectional area to the perimeter, as the wall shear stress of non-circular pipes is not even distributed along the surrounding walls,...view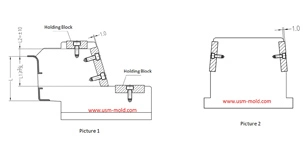
The design requirements of slider wear plate
Jan 2, 20241. The wear plate of slider requires hardening treatment, with a hardness of 45-48HRC; 2. The friction surface of the wear plate is required to be 1.0mm higher than the slider surface (see picture-1);...view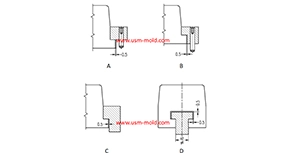
The T slot of slider and guider designing tips
Dec 18, 20231. The T slot of slot should be designed according to the picture 1, If there is a relatively high slider, the slider T slot is not high enough which will cause the center of gravity to be unstable,...view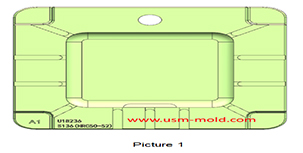
Venting of parting surface
Mar 7, 2022The exhaust slot on the parting surface is easy to clean and processing, also not easy to be blocked, and has a good exhaust effect, it is the main area where the gas is exhausted, so the exhaust from...view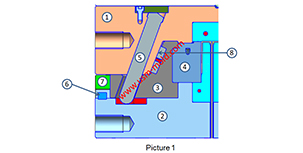
Slider of side core pulling mechanisum assembling
Jul 21, 2022The picture 1 shows a typical guide pin driven slider parting and core-pulling mechanism, we will talk about the composition and function of the lateral core-pulling mechanism. 1. Lateral forming...view_20250317090912A017.jpg)
Several common process of water-assisted injection molding introduction
May 24, 2022According to the design of the injection molding machine and the casting system, the corresponding melt-returning process of water-assisted injection molding can be roughly divided into two types: the...view