 English
English русский
русский

Pin-point gate of plastic injection mold runner system design
In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among them, the side gate is divided into tab gate, ear protection gate, fan gate, thin gate and so on, the sub gate is divided into sub gate, banana gate, downturning gate and so on.
According to the production automation, it is divided into manual removal and automatic removal, the side gate and direct gate are need to be manually removed after production,but the sub gate and pin-point gate and valve gate of hot runner are automatic removed.
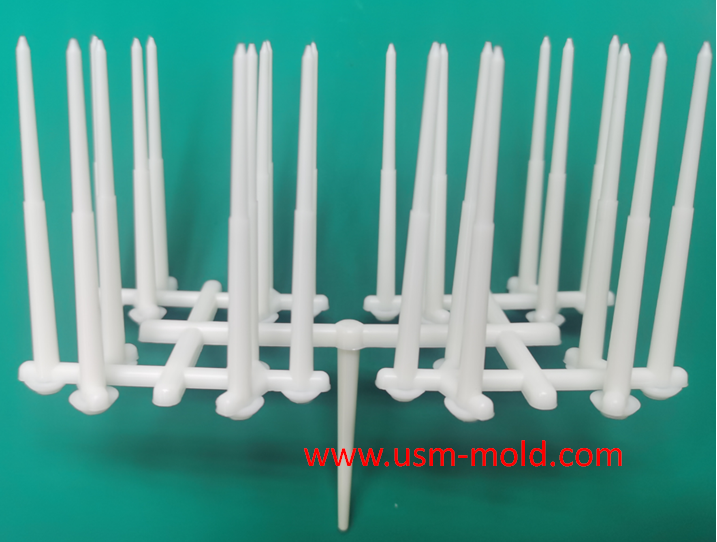
Pinpoint gate: a pin-point gate is a gate whose cross-sectional shape is as small as a pin point (as shown in picture 1), because the gate is very small, the shear rate of the body is significantly increased, and the viscosity of the melt is greatly increased, lowering is conducive to mold filling, and is particularly effective for plastic bodies that are sensitive to shear rate, such as ABS, PS, AS, etc.; when the plastic melt passes through a small gate due to intense friction and heat, the temperature of the melt increases, and the viscosity of the melt is again decrease makes the fluidity of the melt better; because the gate is small, it is convenient to separate the plastic part from the condensate, which is conducive to automated production; since the point gate mold has an extra runner plate, the gate position can be selected more freely. For plastic parts with big projection area or easy to deform, multi-point feeding can be used to improve the molding quality of plastic parts. For a mold with multiple cavities, it is easy to achieve the balance of each cavity.
Advantage:
1. The gate can be automatically cut off, eliminating the need for subsequent processing and realizing automated production;
2. The gate position and the surface of the product can be made in multiple directions;
3. The gate mark is small, which has little effect on the appearance of the product;
4. The gate can be injected at multiple points, the stress and deformation are small.
Disadvantage:
1. Large pressure loss, because the pin-point gate is generally small, usually in the range of Ø0.8~2.0mm, a large part of the pressure will be lost when the plastic passes through the small gate;
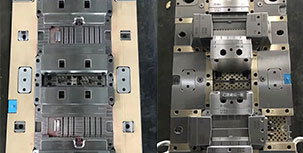
2. The processing is more complicated, the mold base of the pin-point gate (also called the three-plate mold) needs to open the parting surface twice when opening the mold, the first time the nozzle plate and the A plate nozzle plate are opened to break thegate, and the second time the AB plate is opened to cut the gate (as shown in picture 2), so the price of this type of mold will be higher, and the structure will be more complicated;

_20250311083139A052.webp "Transparent PC Injection Mold")
_20250310164515A048.webp "Touch Switch Sensor Mold")
What is Plastic Injection Mold?
Dec 27, 2021The plastic mold is used for injection molding, it is assembled with cavity, core and side slider together, with ejection system and adjustments to produce plastic products by different shapes and...view
Classification of side parting and core pulling mechanism
Jul 17, 2022According to the structural characteristics of plastic moulding, the side core-pulling mechanisms are divided into the following six categories: 1. The side core-pulling mechanism of "slider + guide...view
Banana gate of plastic injection mold runner system design
Feb 7, 2022In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among...view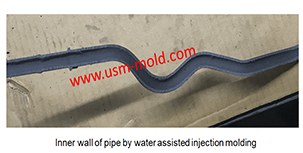
Comparison of water-assisted and gas-assisted injection molding
May 19, 2022Comparing with water-assisted injection molding technology and gas-assisted injection molding technology, the fundamental difference is the nature of the auxiliary molding media used. One is liquid...view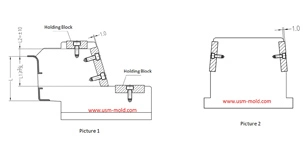
The design requirements of slider wear plate
Jan 2, 20241. The wear plate of slider requires hardening treatment, with a hardness of 45-48HRC; 2. The friction surface of the wear plate is required to be 1.0mm higher than the slider surface (see picture-1);...view
Controling method of plastic injection mold temperature
Feb 15, 2022Except for heat radiation and heat convection from the mold, most of the heat bring into the mold by the plastic needs to be taken out of the mold by the circulating heat transfer medium by heat...view