 English
English русский
русский

Side gate of plastic injection mold runner system design
In order to get the best injection quality, the gate type must be selected carefully, the coommon gate tyeps are: direct gate, side gate, pin-point gate, sub gate,valve gate of hot runner etc. Among them, the side gate is divided into tab gate, ear protection gate, fan gate, thin gate and so on, the sub gate is divided into sub gate, banana gate, downturning gate and so on.
According to the production automation, it is divided into manual removal and automatic removal, the side gate and direct gate are need to be manually removed after production,but the sub gate and pin-point gate and valve gate of hot runner are automatic removed.
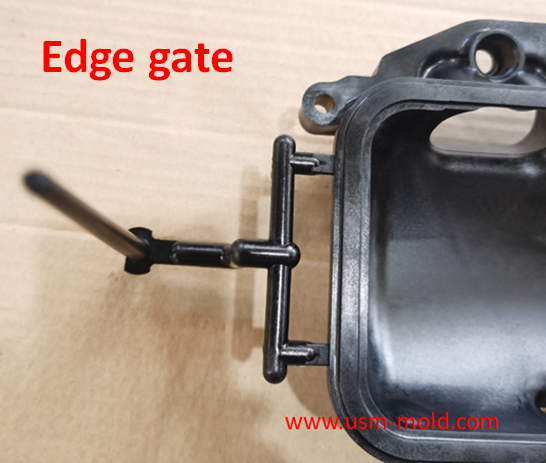
Edge gate: generally make in parting surface of mold, feeding from the edge of the plastic part, the gate cross-section is generally rectangular, as shown in picture 1. The depth of the side gate determines the condensing elbow of the gate, the gate thickness depth is generally 0.5-0.75 times then the wall thickness, and some have the same thickness as the wall thickness, which is generally determined according to the injection volume of the plastic part.

The side gate is the most widely used gate, suitable for various shapes of products, but not suitable for thin and long cylindrical products.
Advantages of side gate:
1. The gate is easy to separate from the part, it is generally in the non-critical surface of part, because the gate thickness is thinner than the wall thickness of the product, so it is more convenient to remove, when the part take out from the mold nand not cooled enought, it can be removed by hand or pliers;
2. It can prevent the plastic from flowing backward, the size and thickness of the side gate are relatively small, after the pressure is maintained during injection molding, the gate position is faster to solidify, so the plastic in the thicker glue position in the product is not easy to flow back through the gate;
3. Frictional heat is generated at the gate, which can raise the temperature of the plastic again and promote filling;
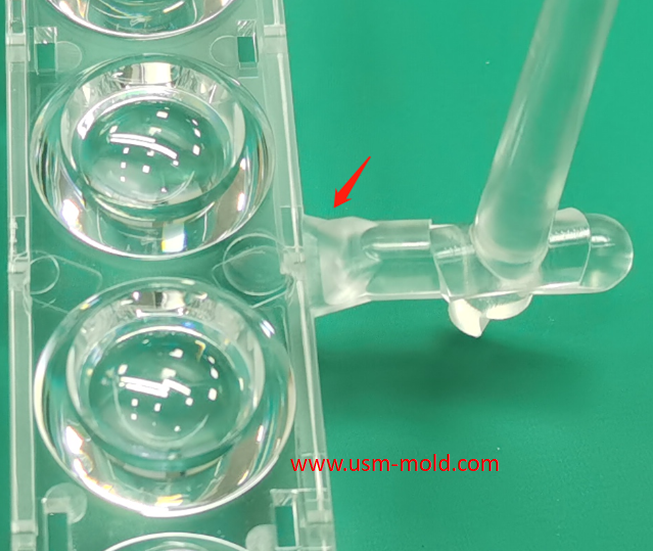
4. The tab gate (as shown in picture 2) can effectively prevent product flow marks;
5. Fan gate (as shown in picture 3) can be filled evenly to prevent product deformation, the plastic melt flows smoothly into the cavity without flow marks and weld marks, and the molding quality is good;
6. It is convenient to process the gate, the side gate can generally be processed by CNC directly, EDM can be used for high mold cavity and core.
Disadvantages of side gate:
1. Pressure loss too much, the plastic pass from the main runner, the runner, and the sub- runner before reaching to the gate area, the injection pressure loss too much, due to the side gate is normally make in side of part;
2. Plastic with insufficient fluidity is easy to cause insufficient filling or shutting down;
3. The gate needs to be removed manually, which cannot realize fully automated production;
4. There will be a mark on the edge of the part after moving the gate, which is not suitable for products with high appearance requirements.



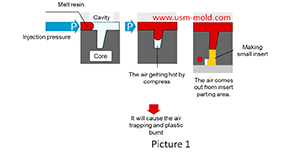
The main reasons for air trapping of plastic injecton mold
Mar 1, 2022During the injection molding process, the front end of the slight ribs may be air trapped and plastic burnt, and also cause the molded part may become black and carbonized. The mechanism of air...view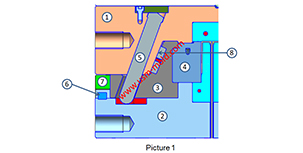
Slider of side core pulling mechanisum assembling
Jul 21, 2022The picture 1 shows a typical guide pin driven slider parting and core-pulling mechanism, we will talk about the composition and function of the lateral core-pulling mechanism. 1. Lateral forming...view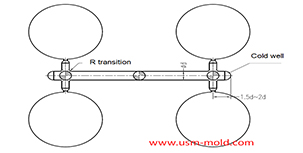
Key points of plastic injection mold runner system
Jan 12, 2022The sub-runner is a transitional channel between the main runner and the gate, as the sub-runner is the longgest part of gating system, so it is very important to enhance the parts quality and improve...view
Limitations of gas-assisted injection molding technology
Apr 25, 2022Gas-assisted injection molding technology has obvious advantages in thick wall thickness and pipe parts, but this technology still has many limitations, which are mainly reflected in the following...view
Key points of gas-assisted injection molding process
Apr 20, 2022Gas injection parameters The gas-assisted control part is a device that controls the gas pressure in each stage, the gas-assisted parameters have only two values: gas injection time (seconds) and gas...view
Plastic injection mold cooling system design notice
Feb 14, 2022Design notice of designing the cooling system: 1. Normal molds can be quickly cooled to obtain a shorter molding cycle, and precision molds can be slowly cooled with a mold temperature thermometer; 2....view