 English
English русский
русский

Water assisted injection molding introduction
Like the gas-assisted injection molding process, water-assisted injection molding injects a piece of plastic into the mold cavity and core firstly, and then injects water to squeeze the melt plastic back and force the workpiece to form a hollow state. Research and applications have shown that water-assisted parts can make thinner and more even wall thickness parts which means material savings. In addition, comparing to gas-assisted injection molding, water-assisted injection molding can produce larger and smoother inner walls. Comparing with gas-assisted injection molding with nitrogen, the main advantage of water-assisted injection is the rapid cooling efficiency of water, the thermal conductivity of water is 40 times higher than nitrogen, and the heat capacity of water is 4 times larger than gas. For thick-wall parts, the cooling time of water-assisted and gas-assisted can be reduced by 30-70%. The main difference between gas and water is that gas can be compressed but water cannot. The higher viscosity and incompressibility of water make the front end of the water form a solid interface, which acts as a squeezing hammer to hollow out the workpiece, the front side of water also serves to cool the melt filled into the cavity and core.
.png)
The main difference between water and gas is that gas is compressible but the water is not. because of the viscosity and incompressibility of water relative to gas that water can play a role in hollow molding. When the water is injected in a way that the water will not evaporate during the injection, the front side of the water acts like a moving plunger on the melt center of the part. from the front side of the water to the transition section of the melt, the plastic with a thin solidified layer membrane, it is like a high-viscosity core to further push the polymer melt, thereby hollowing out the part, while the water pressure pushes it forward, the water also cools the melt, the gravity or compressed air is used to drain the water from the workpiece and flow into a storage tank fat the end, where the water can be recycled. Water injection moulding can greatly shorten the molding cycle of products, and can be used to produce lightweight and strong hollow products with good appearance effects.

_20250310164515A048.webp "Plastic Box Mould")

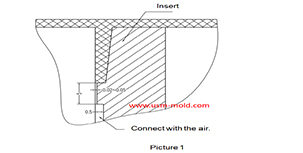
Venting insert design of molded parts
Mar 13, 2022In the thin-walled cavity, the end of the melt flow, the bottom of the blind hole of the mold cavity, the end of the solid column of the plastic part, the bottom of the plastic part rib and screw...view_20250317090912A017.jpg)
Several common process of water-assisted injection molding introduction
May 24, 2022According to the design of the injection molding machine and the casting system, the corresponding melt-returning process of water-assisted injection molding can be roughly divided into two types: the...view
What is Called Draft Angle?
Dec 29, 2021The draft angle is also called demold angle and angle which is used for product removal from the mold and designed on the parting surface, the angle is called draft angle which shows in picture 1....view
The common fixing method of angle pin
May 10, 2024The angle pin is a common part of the drive slider, and the fixing and installation methods as following: 1. Pass through the mold plate directly and press the angle pin with the top plate to fix it,...view
Design principles of plastic injection mold runner system
Jan 6, 20221. Quality first The design of the gating system has a big influence on part quality, firstly the gate should be set at the easiest part of the plastic part to be removed, and at the same time, the...view
Unique Solutions Mold Profile
Dec 27, 2021USM (UNIQUE SOLUTIONS MOLD LIMITED) was founded in 2012 and is located in Dongguan City, Guangdong Province, a famous mold manufacturing province in China, the plant covers an area of 3500 square...view